Соединение на шипах. Шиповое соединение деталей
Как сделать соединение шип паз?
Шип и паз – что это такое?
Прежде всего, следует определить, чем является шип и паз. Это ни что иное, как способ соединения деталей.
Он используется чаще всего в столярном деле, а так же в иных видах производства. Существует очень много видов пазов и шипов, однако об этом поговорим в другой раз.
Правильно выполненные шипы и пазы достаточно крепко соединены друг с другом. Это соединение считается одним из самых прочных.
Метод соединения шип паз

Для начала следует определить, для какой цели нужен этот метод соединения. Если это стол, то перемычки в нем обычно соединены с вертикальными ножками.
Следовательно, волокна дерева идут вертикально и горизонтально. Если же это пристенный столик или тумбочка с ящиками, то перемычки здесь будут расположены немного по-другому. Они будут горизонтально относительно ножек.
В любом случае такое соединение будет самым надежным. При выполнении большого количества соединений шип-паз применяют специальные станки. Если нужно одно или несколько мест шип-паз, и под рукой нет столярного оборудования, то целесообразно это будет сделать вручную. Для этого понадобится набор столярного инструмента, включающий:
- ножовку;
- струбцину — 2шт;
- мерительный инструмент;
- карандаш для разметки.
Сначала сделаем шип для будущего соединения.
Для этого необходимо взять планку и разметить на ей размеры будущего шипа.

Сначала отмечаем длину шипа. Делаем это на всех поверхностях заготовки.


После этого кладем заготовку на стол, на нее по поперечной линии длины шипа выставляем ровную планку и закрепляем струбциной. Это нужно для того, чтобы получить идеально перпендикулярный рез.



Делаем пропилы по отмеченному периметру длины шипа, переставляя планку со струбциной.
Переходим к выпиливанию сечения шипа.

Струбциной крепим заготовку к столу в вертикальном положении.




Для получения прямого реза воспользуемся заранее подготовленным Т-образным шаблоном. Он представляет собой пластину из фанеры с закрепленной к ней планкой, как на фото. К заготовке струбциной крепим шаблон. Далее выполняем пропилы с широких сторон шипа.


По узким сторонам сечения, если оно небольшое, пропилы можно делать без применения Т-образного шаблона. Важно контролировать положение ножовочного полотна, оно должно быть строго параллельно заготовке.

В результате получаем качественный шип по заданным размерам.
Переходим к изготовлению паза.

Опять же начинаем с разметки. На заготовке в месте соединения шип-паз наносим размер сечения шипа.


Заготовку струбциной закрепляем на столе. Если заготовка тонкая, то для удобства крепления берем несколько деталей или доску, соответствующего размера и скрепляем их струбциной, как показано на фото.

Сначала просекаем отверстие по ширине, для гарантии перпендикулярности стамеску выставляют по уголку.




Углубление на заданный размер выполняем, по отметке длины шипа, предварительно нанеся ее на жало стамески.

После того как заданная глубина достигнута, подчищаем паз и вставляем деталь и шипом.

Соединение шип-паз готово.
Как правильно сделать соединение шип паз? Еще немного тонкостей
Не имея возможности изготовить соединение шип паз на специальном станке, его можно качественно выполнить и дома, по методу Ю. А. Егорова.
Для этого нужно вычислить ширину реза пилы, которую можно определить по величине разводки зубцов. Потребуется лишь сделать всего несколько пропилов на любом бруске.

Приступая непосредственно к работе, измеряем толщину первой детали (будущего шипа) и наносим черту на предполагаемое место паза на второй детали.
Теперь прикладываем обе детали одна к другой так, чтоб их торцы совпадали. По боковым же граням, относительно друг друга, сдвигаем их на ширину пропила.
Закрепляем детали в верстаке и равномерно по ширине делаем пропилы. В случае разной толщины деталей, более тонкая деталь содержит более глубокие пропилы и наоборот. Особое внимание, обращаем на то, чтоб пропилы не создавали конусовидных шипов.
Если сдвиг будет меньше ширины пропила, детали будут входить туго. Это будет важно для любого рода мебельных креплений.

Делая сдвиг больше ширины пропила, обеспечивается нормальная работа разъемных креплений (на шпильке).
Соблюдая глубину и продольность пропилов, делаем новые на середине ненужных нам шипов. После этого аккуратно удаляем долотом непригодные нам шипы, получая из них пазы, и зачищаем их.
Если соединение предполагается неразъемное, его садят на клей и шлифуют все изделие.
Как сделать соединение шип паз фрезером
Шип паз соединения, как мы видим можно сделать и вручную. Однако если шип паз соединений достаточно много, лучше использовать фрезер. Особенно будет полезен в таких случаях фрезер с рабочим столом.
Чтобы облегчить процесс получения отверстия в заготовке для соединения шип-паз фрезером в большом количестве, например изготовление табуретов, можно изготовить кондуктор.

Тогда изготовление пазов займет у вас считанные минуты.

Для этого изначально на лист фанеры устанавливаются ограничители в виде реек и выпиливаются отверстия по размеру необходимого паза под царгу и проножку. Две рейки крепятся по ширине фрезера, ограничивая поперечный сдвиг, две другие выставляются в учетом длины прибора и величины паза.


К столу крепим два бруска, по размерам соответствующих обрабатываемой детали, чтобы на могла свободно перемещаться по длине.


Выставляем и закрепляем упор.

После чего крепим устройство саморезами к брускам на столе.

Берем оборудование, оснащенное с прямой фрезой и устанавливаем глубину фрезерования. Делаем это с помощью готового образца.

Выставляем глубину фрезерования с учетом толщины кондуктора.

Обязательным условием фрезерования является крепление заготовки струбциной, в противном случае она может сдвинуться под усилием фрезы.

После чего выполняем непосредственно обработку паза.

Отверстие паз готово.
Переходим на изготовление шипа. В мелкосерийном производстве это удобно делать на циркулярной пиле.


Начинаем изготовление шипа с замера паза. Глубиной паза будет длина шипа.


Выставляем на станке размер длины паза с учетом ширины инструмента. Дисковую пилу выставляем на уровне половины разницы ширины заготовки и длины паза от поверхности стола. После делаем два реза по длине шипа. Пробные резы во время настройки циркулярной пилы лучше делать на ненужной деревяшке, иначе можно испортить хорошую деталь.


Подготовительные работы закончены. Приступаем к непосредственному выпиливанию шипа.



Для этого выставляем дисковую пилу на размер длины шипа, а размер от режущего инструмента до упора, как половина разницы ширины заготовки и длины паза. Делаем два реза по ширине заготовки с противоположных сторон.


Следующей операцией будет изменение размера от инструмента до упора. В этом случае расстояние будет равняться половины разницы высоты заготовки и ширины паза. Производим два оставшихся реза.


Теперь берем столярный нож и закругляем углы шипа.


Окончательную обработку выполняем с помощью наждачной бумаги, для удобства закрепленной на бруске.

Проверяем, как шип входит в паз. Он должен садиться плотно и не болтаться.
Таким образом, мы рассмотрели некоторые виды шипов и пазов, которые можно сделать, как самому, так и заказав на заводе.
Хотя в последнее время и входят в моду металлические направляющие и всякого рода новые крепления, однако соединение шип паз до сих пор заслуживает уважения и является одним из самых прочных соединений.
Используя его не только в деревообрабатывающей продукции, различные предприятия стали выпускать более качественные товары.
А также вы можете посмотреть видео изготовление шипов на настольной циркулярке
Подобрано для вас:
Итак, в каких случаях нужно соединение «шип паз»
Вертикальные перемычки
В большинстве изделий (например, столах) перемычки или распорки соединяются с вертикальными ножками (рис. 1). При таком расположении волокна на склеиваемых поверхностях деталей - взаимно перпендикулярны.
Горизонтальные перемычки
Ситуация с перемычками, например, на пристенном столике. как сделать который мы расскажем в одной из следующих статей, несколько другая. Чтобы получить отсеки для выдвижных ящиков, перемычки устанавливаются горизонтально относительно ножек, и вместо одного широкого шипа с большой поверхностью склейки у вас появляются две маленькие склеиваемые поверхности.
Решение
Для решения этой проблемы придётся выпилить два паза и два шипа (рис. 2). Это может выглядеть как ослабление соединения, но это не совсем так. Двойные шипы увеличивают площадь склейки за счёт двух больших щёчек.
Итак,изготовление соединения двойной паз шип - хороший вариант соединения ножек с узкими (тонкими) перемычками, но при этом в два раза возрастает количество запилов. Это не означает, что в два раза увеличивается количество настроек станка.
В пристенном столике (о нем в следующей статье) перемычки и ножки одинаковой толщины. Это означает, что внешние щёчки шипов (и пазов) могут быть на одинаковом расстоянии от рёбер детали.
Поэтому два паза на каждой ножке (и две внешние щёчки шипов) могут быть выпилены с одной установки станка.
Как в любом соединении паз/шип, необходимо сначала выбрать пазы (рис. 3 и 4). Для их высверливания требуется всего одна установка сверлильного станка. Затем концы пазов можно спрямить стамеской.
Как сделать двойные шипы
Внешние щечки
Сначала для выпиливания заплечика установите продольную линейку, которая будет служить ограничителем (рис. 5-7), определяющим длину шипа. Затем поднимите диск и перекрывающимися запилами выпилите первую щёчку. Затем разверните деталь и выпилите вторую щёчку. Проверьте подгонку и. если необходимо, поднимите диск.
Внутренние щёчки
Разметьте их непосредственно по пазам. Для этого поставьте деталь над пазами и сделайте соответствующие отметки (фото 2). Как и для внешних щёчек, для выпиливания внутренних нужна только одна установка диска. Но на этот раз деталь надо поставить на торец (рис. 8-13).
Затем подрезкой острой стамеской подгоните шипы к пазам.
Двойное соединение шип-паз – как сделать: инструкция к фото
1. Чтобы создать проём для выдвижных ящиков, вместо одной перемычки устанавливают две. Но тогда на шипах уменьшится поверхность склейки.
2. При использовании двойных шипов и пазов площадь склейки удваивается, что увеличивает прочность соединения деталей.
3. Чтобы определить длину пазов, на каждой детали отметьте их верхние и нижние концы. Затем, чтобы определить ширину пазов, разметьте все их боковые стороны.
10. Не меняя установки диска, разверните деталь так, чтобы к блоку-ограничителю прижалась противоположная грань детали. Выпилите щёчку и удалите лишнюю древесину.
11. Грубо выпилив шипы, проверьте их подгонку к пазам. Для точной подгонки щёчки и заплечики придётся подрезать стамеской.
12. Если шипы не входят точно в пазы, несколькими проходами острой стамески надо удалить неровности на внешних сторонах щёчек.
13. Чтобы шипы полностью сели в пазы, надо подрезать их заплечики, при этом внутренний заплечик может быть немного утоплен.

Разные виды столярных соединений – какие прочнее других
Вам требуется рамочное соединение, которое не развалится, когда дети превратят дверцу шкафа в игровой снаряд для своих забав?
Или ящичное соединение, выдерживающее рывки и толчки без повреждений?
Мы испытали 12 образца обоих типов, чтобы выбрать из них два лучших.
Ранее мы подвергли жестокому испытанию различные пазовые, шиповые, стыковые и усовые соединения, чтобы выяснить, какие из них наиболее. Теперь, чтобы узнать, какие рамочные и ящичные соединения самые крепкие, мы изготовили дюжины образцов для испытаний и подтолкнули их к гибели (в буквальном смысле).
Для дверных рамок мы сделали по шесть образцов с контрпрофильными соединениями, в шпунт и гребень, вполдерева и с полупотайными шипами.
Также изготовили опытные образцы ящичных соединений:
- с пазом и гребнем,
- с прямыми ящичными шипами,
- с открытыми и полупотайными шипами «ласточкин хвост»,
- шпоночные с пазом «ласточкин хвост»,
- пазо-гребневые с двумя плечиками,
- в фальц и ус с замком.
Для обеспечения равных условий все соединения были изготовлены из ш древесины примерно одинаковой плотности с применением одного и того же клея. В образцах рамочных соединений (за исключением отдельных указанных случаев) использовался красный дуб сечением 18×50 мм. Образцы ящичных соединений – из тополя 12×100 мм.
На испытательном оборудовании в каждое соединение двумя способами. В первом измерялось сопротивление соединений разрыву, как в случае грубого открывания выдвижного ящика или резкого бокового рывка сдвижной дверцы.
В другом испытании проверялась способность соединений противостоять излому до нарушения прямоугольности деталей и разрушения склейки. (Представьте себе ребёнка, раскачивающегося на дверце шкафа или широкий бельевой ящик, перекосившийся от резкого выдёргивания.)
Когда утихли треск и хруст ломающейся древесины, мы обнаружили, что все соединения выдержали значительно большую нагрузку на разрыв, чем на излом, что показалось довольно необычным для реальных условий. Например, ящичные соединения в среднем выдерживали усилие на разрыв около 675 кгс, а на излом только 36 кгс.
Рамочные соединения в дверцах в среднем выдержали усилие на разрыв около 550 кгс, но только 231 кгс на излом. Сравнить относительную прочность соединений в каждой категории можно по таблицам. Проанализировав столбцы цифр, мы выяснили несколько особенностей, которые вы сможете применить в своей мастерской, чтобы сделать соединения прочнее.
РАМОЧНЫЕ СОЕДИНЕНИЯ
Соединения вполдерева
 Результат. В испытании на излом соединения вполдерева выдержали вдвое большую нагрузку, чем следующее по прочности соединение. Вывод. Большая площадь склейки вдоль волокон придает этому соединению исключительную прочность. Применяйте его в рамах для зеркал и тяжелых дверцах, чтобы быть уверенными в их надежности.
Результат. В испытании на излом соединения вполдерева выдержали вдвое большую нагрузку, чем следующее по прочности соединение. Вывод. Большая площадь склейки вдоль волокон придает этому соединению исключительную прочность. Применяйте его в рамах для зеркал и тяжелых дверцах, чтобы быть уверенными в их надежности.
Результат. В испытаниях на разрыв у большей части соединений вполдерева лопнула не склейка, а древесина на стойках. Вывод. Это соединение способно удержать в дверцах тяжелые вставки, например, стеклянные витражи.
Результат. В соединениях с разрушенной склейкой можно было увидеть грубые следы пильного диска. Вывод. Для прочного склеивания гладко шлифуйте контактирующие поверхности соединения.
Результат. Несмотря на то, что соединения вполдерева примитивны и легко выполняются, они превосходят по прочности другие, более трудоёмкие соединения, например, контрпрофильные. Вывод. Большая сложность не гарантирует большей прочности.
Соединения с полупотайным шипом

Результат. В каждом испытании на разрыв стойка с гнездом разрывалась по древесине вдоль прежде, чем ломался шип на перекладине. Вывод. Склейка вдоль волокон стенок гнезда и щёчек шипа достаточно прочна, но слабее, чем в соединениях вполдерева.
Результат. В испытаниях на разрыв во всех образцах трещины в стойках совпадали с дном гнезда. Вывод. Длинные шипы уменьшают вероятность появления трещин и усиливают соединение, как и в предыдущих испытаниях.
Результат. Ни в одном из испытанных образов шипы не сломались и даже не проявили признаков слабости. Вывод. Неоднократно проверенное практикой правило делать шипы толщиной равной трети толщины деталей в очередной раз доказало достаточную продольную прочность шипов.
Результат. В нескольких образцах, испытанных на излом, шипы выламывали древесину между гнездом и торцом стойки (см. фото), но не раньше, чем стойки лопались вдоль. Вывод. Применяйте это соединение для случаев, когда требуется повышенная надёжность. Прочности склейки шипа более чем достаточно, несмотря на уязвимость тонкой стенки гнезда.
Результат. Соединение ослабляется, когда торец шипа не достигает дна гнезда. Вывод. Зазор между дном гнезда и шипом для сбора излишков клея ослабляет соединение. Старайтесь уменьшать его до минимума и не наносить слишком много клея.
Соединения в шпунт и гребень

Результат. Как и в соединениях с полупотайными шипами, стойки разламываются по дну шпунта при испытаниях на разрыв. Во всех случаях короткие гребни-шипы длиной 10 мм прочно удерживались прилегающими стенками пазов.
Вывод. Так как длина таких шипов ограничена глубиной шпунтов в стойках, уделите особое внимание тщательной подгонке и склейке всех элементов такого соединения, в том числе торцам и заплечикам шипов.
Результат. Торцы шипов отрывали волокна древесины на дне шпунтов. Вывод. Клей плохо заполняет зазоры в соединениях. Точно подогнанный по длине шип увеличивает прочность и улучшает внешний вид соединения.
Контрпрофильные соединения
 Результат. Несмотря на профилированные кромки стоек и перекладин, эти соединения в испытаниях на разрыв и излом оказались примерно равными по прочности соединениям в шпунт и гребень. Вывод. Профильные стыки не ослабляют соединение.
Результат. Несмотря на профилированные кромки стоек и перекладин, эти соединения в испытаниях на разрыв и излом оказались примерно равными по прочности соединениям в шпунт и гребень. Вывод. Профильные стыки не ослабляют соединение.
Результат. Во всех испытаниях на разрыв стойки расщеплялись у конца шипа перекладины. Вывод. Соединение, показанное справа, разрушается в местах со свилеватыми или направленными под углом волокнами. Для прочных рам подбирайте прямослойную древесину.
Результат. Даже склейка торцевых и продольных волокон в таких соединениях превосходит прочностью окружающую древесину. Вывод. Соединение вполне пригодно для рам с филёнками.
Заключение
Нельзя считать случайным совпадением то, что двумя самыми прочными оказались соединения с наибольшей площадью склейки продольных волокон. Для рам с тяжёлыми стёклами или зеркалами выбирайте соединения вполдерева, особенно в тех случаях, когда ширина рамы больше её высоты. Соединения с полупотайными шипами работают так же, при этом шпунты в стойках и перекладинах делаются в заготовках до начала изготовления самих соединений. Используйте их в часто открываемых дверцах.
Не стоит также пренебрегать контрпрофильными соединениями, а также в шпунт и гребень. В реальных условиях четыре таких соединения в углах дверцы дадут вчетверо большую прочность, а заполнение филёнкой дополнительно усилит конструкцию. Оба этих соединения достаточно прочны для нормальной эксплуатации, не выдерживая лишь слишком грубого обращения. Повысить прочность любого соединения можно применением прямослойной древесины и тщательной подгонкой и склейкой элементов с гладкими поверхностями.
Ящичные соединения
Прямые ящичные шипы
 Результат. Склейка прямых шипов оказалась довольно прочной – в испытаниях на разрыв расщеплялись волокна и края шипов на обеих деталях соединения. Даже в склейке торцевых волокон с продольными скалывались углы отдельных шипов. Вывод. В соединении с прямыми ящичными шипами деталей толщиной 12 мм площадь склей ки составляет 24 см2, и половина этой площади приходится на склейку продольных волокон. Применяйте эти соединения в тех местах, где требуется наибольшая прочность на разрыв, например, в ящиках для хранения тяжёлых предметов.
Результат. Склейка прямых шипов оказалась довольно прочной – в испытаниях на разрыв расщеплялись волокна и края шипов на обеих деталях соединения. Даже в склейке торцевых волокон с продольными скалывались углы отдельных шипов. Вывод. В соединении с прямыми ящичными шипами деталей толщиной 12 мм площадь склей ки составляет 24 см2, и половина этой площади приходится на склейку продольных волокон. Применяйте эти соединения в тех местах, где требуется наибольшая прочность на разрыв, например, в ящиках для хранения тяжёлых предметов.
Результат. К нашему удивлению, прочность этих соединений на излом оказалась намного меньше и составила только 4 процента от прочности на разрыв. Вывод. Усиливайте такие соединения тонкими гвоздями, вбивая их в крайние шипы на обеих кромках.
Соединение на ус с замком
 Результат. На всех образцах сужающийся гребень оставался приклеенным к ответному пазу. Прочность соединения обеспечивается склейкой продольных волокон. Вывод. В этих соединениях сочетаются прочность и красота благодаря аккуратным стыкам на внешних углах.
Результат. На всех образцах сужающийся гребень оставался приклеенным к ответному пазу. Прочность соединения обеспечивается склейкой продольных волокон. Вывод. В этих соединениях сочетаются прочность и красота благодаря аккуратным стыкам на внешних углах.
Результат. Узкие скосы у внешнего и внутреннего углов снижают прочность склейки.
Вывод. Выбирайте профиль фрезы, чтобы минимизировать ширину этих скосов.
Результат. В обоих испытаниях образцы разрушались почти одинаково, когда гребень ломался у основания.
Вывод. Так как формируемый фрезой гребень расширен у основания, такие соединения прочнее пазо-гребневых.
Соединение в паз и гребень
 Результат. Несмотря на то, что на каждом участке продольные волокна контактируют с торцевыми, прочность склейки пазо-гребневых соединений превосходит прочность самой древесины. Соединения разрушаются, когда внешняя стенка паза отламывается полностью от кромки до кромки. Вывод. Применяя пазо-гребневое соединение для крепления задней стенки ящика к боковым, можно повысить прочность, расположив пазы в боковых стенках на большем расстоянии от торцов.
Результат. Несмотря на то, что на каждом участке продольные волокна контактируют с торцевыми, прочность склейки пазо-гребневых соединений превосходит прочность самой древесины. Соединения разрушаются, когда внешняя стенка паза отламывается полностью от кромки до кромки. Вывод. Применяя пазо-гребневое соединение для крепления задней стенки ящика к боковым, можно повысить прочность, расположив пазы в боковых стенках на большем расстоянии от торцов.
Результат. На разрушенных соединениях мы обнаружили участки с прижогами, где прочность склейки оказалась невысокой. Вывод. Древесина с прижогами плохо впитывает клей. Делая эти соединения, уменьшите частоту вращения фрезы или отшлифуйте прижоги, оставленные пильным диском.
Открытое соединение «ласточкин хвост»
 Результат. В испытаниях на разрыв торцевые грани проушин отделялись от продольных волокон боковой стенки, почти не оставляя следов.
Результат. В испытаниях на разрыв торцевые грани проушин отделялись от продольных волокон боковой стенки, почти не оставляя следов.
Вывод. Для большей прочности тщательно наносите клей на грани шипов и проушин с продольными волокнами.
Результат. Несмотря на тщательность работы, на некоторых шипах почти не было следов клея. Вывод. Смазывайте клеем обе детали, чтобы после выдавливания излишков в соединении оставалось достаточно клея.
Результат. Даже после разрушения склейки из-за превышения нагрузки детали остаются механически связанными. Вывод. В отличие от других соединений слабая склейка не приводит к полному разрушению ящика, если шипы расположены на передней и задней стенках, а проушины на боковых.
Шпоночное соединение с пазом «ласточкин хвост»
 Результат. Все образцы в обоих испытаниях разрушались, когда отламывалась 3-миллиметровая стенка между пазом и торцом доски. Вывод. Это соединение лучше применять для ящиков, у которых деталь с гребнем может быть установлена дальше от торца детали с пазом.
Результат. Все образцы в обоих испытаниях разрушались, когда отламывалась 3-миллиметровая стенка между пазом и торцом доски. Вывод. Это соединение лучше применять для ящиков, у которых деталь с гребнем может быть установлена дальше от торца детали с пазом.
Результат. В обоих испытаниях эти соединения оказались менее прочными, чем похожие пазо-гребневые соединения, которые можно просто выпилить на пильном станке. Вывод. Учитывая, что одну деталь соединения необходимо вдвигать в другую, и это затрудняет установку дна, возможно, вам будет проще делать ящики с пазо-гребневыми соединениями.
Фальцевое соединение, усиленное гвоздями
 Результат. Несмотря на отсутствие деталей с мелкими элементами, такими как в соединениях на ус с замком или в шпоночных соединениях с пазом «ласточкин хвост», здесь толщина деталей не приводит к увеличению прочности соединения. При испытании на разрыв только на одном из трёх образцов появилась трещина вдоль торца детали с фальцем. У остальных разрушение происходило по клеево му шву, соединяющему продольные волокна с торцевыми. Вывод. Даже при механическом усилении с помощью трёх гвоздей склейка торцевых и продольных волокон намного уступала прочности древесины, в отличие от большинства других соединений.
Результат. Несмотря на отсутствие деталей с мелкими элементами, такими как в соединениях на ус с замком или в шпоночных соединениях с пазом «ласточкин хвост», здесь толщина деталей не приводит к увеличению прочности соединения. При испытании на разрыв только на одном из трёх образцов появилась трещина вдоль торца детали с фальцем. У остальных разрушение происходило по клеево му шву, соединяющему продольные волокна с торцевыми. Вывод. Даже при механическом усилении с помощью трёх гвоздей склейка торцевых и продольных волокон намного уступала прочности древесины, в отличие от большинства других соединений.
Результат. Шляпки гвоздей частично или полностью прошли сквозь деталь с фальцем при испытаниях на разрыв, и только два гвоздя вели себя так же в образцах, испытанных на излом. Вывод. Гвозди помогают фиксировать детали в процессе сборки ящика, но не надейтесь, что они компенсируют непрочную склейку.
Пазо-гребневое соединение с двумя плечиками
Результат. Слабым местом таких соединений оказалась тонкая полоска между стенкой паза и торцом детали. Вывод. Такое соединение лучше применять, когда паз можно расположить дальше от торца боковой стенки ящика.
Результат. Гребни имели толщину 4 мм, но ни один из них не сломался в ходе обоих испытаний. Вывод. Качественная склейка обеспечивает прочность даже тонких шипов и гребней.
Результат. В испытаниях на разрыв у двух образцов при максимальной нагрузке появились трещины, но соединения не разрушились. Вывод. При первых признаках растрескивания обильно нанесите клей на стенки паза с торцевыми волокнами, и, возможно, вам удастся сохранить деталь.
Полупотайное соединение «ласточкин хвост» (вверху справа)
Результат. В испытаниях на разрыв клеевые швы быстро разрушались, но детали оставались вместе благодаря форме элементов, обеспечивающих механическое запирание. Вывод. Вы можете разобрать рассохшееся соединение, удалить старый клей и заново склеить ящик.
Результат. В испытаниях на разрыв закруглённая внутренняя часть некоторых шипов отрывалась под нагрузкой. Вывод. Уменьшайте частоту вращения фрезы, чтобы избежать появления при-жогов на обеих деталях соединения. Затем наносите клей на обе детали, а не только в гнёзда.
Заключение
Выбирайте соединения с прямыми шипами для ящиков, подвергаемых грубому обращению, выдёргиванию или если они используются для хранения тяжёлых вещей. Если важен внешний вид, и на углах не должны быть видны торцевые поверхности, выбирайте соединения на ус с замком, имеющие почти такую же прочность. Пазо-гребневые соединения делаются просто, и они достаточно прочны для крепления задней стенки ящика, расположенной с отступом не менее 2 5 мм от торцов боковых стенок. Открытым соединениям «ласточкин хвост», сформированным фрезой, не хватает прочности на излом, но они считаются одними из наиболее пригодных к ремонту, поэтому столь популярны при изготовлении фамильных предметов мебели. Шпоночные соединения «ласточкин хвост» не отличаются прочностью или практичностью.
Если дно будет вставляться в шпунты всех четырёх стенок ящика, необходимо выбрать другой вариант соединения для передней или задней стенки. Усиленные гвоздями фальцы выглядят не слишком элегантно, но они легко делаются и подходят для крепления передней и задней стенок, что, несомненно, делает их очень удобными для изготовления обычных ящиков, к которым не предъявляются повышенные требования.
Вместо пазо-гребневых соединений с двумя плечиками лучше выбрать соединение на ус с замком, если только вы не вынуждены работать только с пильным станком. Полупотайные соединения «ласточкин хвост» уступают прочностью остальным соединениям, но они эффектно выглядят, не видны на передней стенке ящика, и их можно заново склеить, как и открытое соединение «ласточкин хвост».
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. РЕКОМЕНДУЕМ - ПРОВЕРЕНО 100% ЕСТЬ ОТЗЫВЫ. Как сделать кровать с балдахином...
Освоив навыки столярных работ, как приятно продемонстрировать семье и друзьям мебель, сделанную своими руками. Что может быть приятнее, чем потрогать отточенное до бритвенной остроты лезвие, вдохнуть запах дерева, пощупать его текстуру, а затем сделать чистый свежий распил!
В этой статье рассказано об основных приемах столярных работ. Как использовать столярные инструменты, чтобы получить различные формы, соединения и текстуры древесины. Если вы не уверены в каком-то приеме или в сорте древесины, стоит поэкспериментировать с обрезками дерева. Наведите в мастерской порядок и поддерживайте его. Некоторые мастера перед началом нового проекта затачивают ручной инструмент, наводят чистоту в мастерской и чистят все свои инструменты и машины.
Подготовка древесины и разметка
Как только вы решите, что именно будете делать, разделите тщательно отобранные и обструганные пиломатериалы на группы. Пометьте каждую заготовку в соответствии с ее будущим местом в изделии, отметьте верх, низ, лицевые поверхности и лучшие кромки. С помощью карандаша и рулетки разметьте отрезки нужной длины, а угольником - линии распилов. Циркулем нанесите дуги и окружности. Делительным циркулем перенесите размеры с чертежа на древесину.
Если необходимо сделать доску более узкой или разметить соединение, установите рейсмус на нужное деление и процарапайте метку, двигая рейсмус вдоль кромки заготовки. Малкой размечайте линии, идущие под косыми углами. Если вам понадобятся парные детали, размечайте их одновременно и помните, что одна деталь должна быть зеркальным отражением второй. Для разметки соединений пользуйтесь ножом.
Криволинейные распилы
Можно сделать электроножовкой, электролобзиком или ленточной пилой. Ножовка хороша для распилов большого радиуса и толстой древесины, когда линия распила идет вдали от кромок.

Ножовки снабжены поворотными основаниями, которые меняют угол распила, а в зависимости от типа и толщины материала следует использовать разные пильные полотна. Для криволинейных распилов небольшого радиуса и при толщине древесины менее 50 мм используйте лобзиковый станок или электролобзик.

Установите новую пилку и натяните ее так, чтобы она звенела, если щелкнуть по ней пальцем. Если надо вырезать проем, можно поступить двояко: либо начните распил с кромки, либо, если вам не нужно затрагивать кромку, сначала высверлите в удаляемой части отверстие, потом высвободите один конец пилки, пропустите ее сквозь проделанное отверстие и снова зажмите и затяните.
Для точного и аккуратного высверливания больших отверстий пользуйтесь сверлильным станком и сверлами Форстнера. Отметьте центр отверстия, закрепите соответствующее сверло и установите ограничитель глубины. Затем прижмите заготовку струбцинами к рабочему столу (это займет некоторое время, но полностью себя оправдает). Если отверстие глубокое, при работе несколько раз поднимайте сверло, чтобы удалить отходы и свести перегрев к минимуму. Если предстоит высверлить много отверстий в одинаковых деталях, полезно из обрезков древесины изготовить шаблон, который крепится струбцинами к рабочему столу станка.

Для высверливания отверстий под шурупы и установочных отверстий для гвоздей стоит применять дрель, причем удобнее пользоваться аккумуляторной дрелью. Если надо ввернуть много шурупов, установите в патрон дрели прилагаемую к этому инструменту отвертку.

Строгание вручную
Строгать рубанком очень увлекательно, когда лезвие острое и достаточно времени. Фуганок идеально подходит для строгания вдоль волокон. Не забудьте укрепить заготовку на верстаке. Сделайте пробный проход, убедитесь, что лезвие установлено на нужную глубину, а потом приступайте к работе.

Торцовый рубанок хорош для обработки острых кромок и для зачистки торцов. Устанавливайте лезвие так, чтобы оно срезало тончайшую стружку. Обрабатывая торцевые участки, старайтесь не сбиваться в сторону и не допускать сколов.

Выбирание пазов вручную
Разметьте паз с помощью карандаша, линейки, угольника и, возможно, острия ножа, перенесите заготовку на рабочий стол сверлильного станка и сверлом подходящего размера высверлите основную часть ненужной древесины.

Удалите стружку, зажмите заготовку в тисках и выберите остатки ненужной древесины стамеской, удерживая инструмент вертикально. Кстати, есть отличная .

Паз можно выбрать фрезой, при этом техника работы зависит от размеров и местоположения паза. Фрезер можно держать в руках и вести по заготовке, при выбирании же открытого паза прикрепите его к рабочему столу и передвигайте заготовку. В этом случае точность работы будет зависеть от положения направляющей планки (упора) и высоты фрезы. Всегда делайте пробный проход, используя обрезок древесины. Лучше всего выбирать паз поэтапно и делать несколько проходов. После каждого прохода удаляйте опилки, чтобы не перегреть фрезу.
Вырезание шипа вручную
Разметьте линии заплечиков (длину шипа) угольником и ножом, затем рейсмусом отметьте высоту и ширину шипа. Удалите ненужную древесину шипорезной пилой. Сначала сделайте пропилы вдоль волокон до линии заплечиков со всех четырех сторон шипа. Затем обрежьте шип по линии заплечиков поперек волокон. Зачистите шип стамеской.
Если предстоит вырезать много шипов (или если вы просто любите работать с машинами), то фрезер с рабочим столом будет идеальным инструментом. Если большой размер заготовки не позволяет поместить ее на рабочем столе фрезера, лучше прижать ее струбцинами к верстаку и обрабатывать, держа фрезер в руках. Установите упор на длину шипа, а фрезу - на нужную высоту, затем, крепко прижимая заготовку к ограждению, удалите излишнюю древесину за несколько проходов. Когда конец шипа упрется в упор, переверните заготовку и повторите процедуру с обратной стороны. Если вы остановились еще до того, как фреза достигла линии заплечиков, зачистите шип стамеской.

Чтобы выбрать паз шириной 6 мм и глубиной 4 мм на расстоянии 10 мм от кромки доски, поступите так. Прикрепите фрезер к рабочему столу и установите 6-миллиметровую фрезу. Установите направляющую планку на 10 мм. Отрегулируйте высоту фрезы, чтобы она возвышалась на 2 мм над столом. Сделайте проход вдоль направляющей, чтобы получить паз глубиной 2 мм. Выключите фрезер, поднимите фрезу еще на 2 мм и повторите проход. Получится паз глубиной 4 мм.

Чтобы выбрать фальц шириной 10 мм и глубиной 4 мм, поступите следующим образом. Вам понадобится прямозубая цилиндрическая фреза меньшего размера, чем ширина фальца (например, диаметром 5 мм). Установите ограничитель на расстоянии 5 мм от задней кромки фрезы, а фрезу - на высоту 2 мм. Уприте доску в ограничитель и выберите фальц шириной 5 мм. Повторите проход, по-прежнему упирая доску в ограничитель, чтобы получить фальц шириной 10 мм. Выключите фрезер, установите фрезу на высоту 4 мм и повторите процедуры, чтобы завершить фальц.

Прижмите заготовку струбцинами к верстаку. Выберите фрезу по ширине паза или меньшего размера и установите ограничитель глубины. Прижмите струбцинами к заготовке параллельно пазу деревянную планку, которая послужит направляющей. Опустите фрезер, прижмите его основание к направляющей, включите, подождите, пока фреза не наберет полных оборотов, и сделайте проход. Если фреза уже паза, передвиньте направляющую и повторяйте процедуру, пока не получите требуемую ширину и глубину паза.

Фрезерование фасонных кромок
Вырезать фрезером фасонные кромки очень просто. Прикрепите фрезер к его столу и вставьте выбранную вами фрезу - выкружную, радиусную или фасонную. Используйте фрезу с опорным роликом.

Отодвиньте упор, чтобы он не мешал. Прижмите заготовку к столу и сделайте несколько проходов фрезой слева направо. Продолжайте фрезеровать до тех пор, пока заготовка не станет прижиматься к опорному ролику - при этом фреза перестает резать. Если фасонная кромка выглядит обожженной, значит, либо затупилась фреза, либо вы протягивали заготовку слишком медленно.

Фрезерование по шаблону
Применяйте шаблон, если вам нужно изготовить несколько деталей с одинаковыми кромками. Сначала вырежьте пилой заготовки приблизительной формы, оставляя не более 4-5 мм излишней древесины на подлежащих фрезерованию кромках. Установите на основании фрезера направляющий ролик. Вырежьте из фанеры шаблон с припуском на закраины и прибейте его прямо к поверхности заготовки. Включите фрезер и ведите его по кромке шаблона.
В качестве шаблона можно взять уже изготовленную деталь и использовать прямозубую цилиндрическую фрезу с опорным роликом (он может быть сверху или снизу фрезы).
Такая пила позволяет легко делать распилы под любым углом. Установите режущее полотно на раме под необходимым углом (90, 45, 36, 22,5 или 15°) и зафиксируйте его. Поставьте ограничитель глубины на нужную отметку. Положите заготовку на стол пилы, прижмите к ограничителю, а затем плавными движениями вперед и назад сделайте распил.

Осмотрите заготовку и решите, где именно нужно вбить гвоздь. Если это место находится вблизи кромки и существует опасность расколоть дерево, электродрелью высверлите сначала установочное отверстие, используя сверло, диаметр которого меньше диаметра гвоздя. Затем ударами молотка подходящего размера вбейте гвоздь. Если гвоздь пошел криво, вытащите его гвоздодером или плоскогубцами. Если вы забиваете очень мелкие гвозди, которые трудно удерживать пальцами, удерживайте их круглогубцами.

Вворачивание шурупов
У вас есть выбор между шурупами из мягкой стали, нержавеющей стали, латунными или алюминиевыми шурупами с прямыми или крестовидными шлицами и потайными или полукруглыми головками. Полукруглые головки четко выделяются на поверхности дерева, потайные головки либо находятся заподлицо с поверхностью, либо окаймлены латунными шайбами, либо скрыты деревянными заглушками. Шурупы ввертывают ручной отверткой, дрелью с соответствующей насадкой или шуруповертом.
При пользовании дрелью установите блокирующий механизм, чтобы шуруп был ввернут на требуемую глубину. Если древесина мягкая, установочное отверстие можно проделать шилом, если твердая - высверлить сверлом меньшего диаметра.

Чтобы можно было скрыть шурупы под деревянными заглушками, вам придется высверлить зенковочным сверлом отверстие под заглушку и соответствующим резцом - пробку. Не используйте стальные шурупы для дуба - они вступают в реакцию с древесиной и влагой, и появляются пятна. Вместо них берите шурупы из плакированной стали, латуни или нержавеющей стали.
Если вы хотите изготавливать детали круглого сечения (ножки стульев, миски, тарелки), вам не обойтись без токарного станка. Приобретайте самый мощный и тяжелый станок, какой только позволяет ваш бюджет, - с регулируемым зажимным патроном и набором планшайб. Веретенообразные и цилиндрические детали вытачивают, закрепляя заготовку между передним и задним центрами станка, миски или тарелки - на наружной стороне шпинделя.

Лучшие токарные станки снабжены устройством, позволяющим обтачивать большие заготовки на наружной стороне шпинделя. Вам потребуется разнообразный токарный инструмент - стамеска, отрезной резец, косое долото и радиусный шабер.
Чтобы вырезать дверную ручку или защелку, вам не потребуется ничего, кроме хорошего острого ножа (не из нержавеющей стали). В одной руке держите заготовку, в другой нож и режьте дерево, нажимая на спинку лезвия большим пальцем. Остальное - дело навыка. Для практики сначала поэкспериментируйте, например, с мягкой древесиной липы.

Установка петель
Два самых распространенных типа петель - декоративные накладные петли из латуни (крепятся шурупами с потайными головками, ввинчиваемыми заподлицо с поверхностью) и стальные врезные петли (крепятся в гнездах стальными шурупами с потайными головками). В последнем случае обведите створку петли острием ножа, прорежьте контур стамеской, а затем выберите древесину стамеской на нужную глубину. Створка должна плотно сидеть в гнезде. Всегда вместе с петлями покупайте подходящие шурупы.
Шлифование древесины
Для получения гладких поверхностей используют многочисленные сорта наждачной бумаги (шкурки). Шкурку можно использовать или саму по себе, или обернуть ею деревянный брусок. Лучше всего шлифовать дерево несколько раз - после распиливания, после высыхания клея и после окончательной отделки.

Для первого шлифования пользуйтесь обычной наждачной бумагой, для отделки - тонкой шкуркой на основе окиси алюминия (она дороже, но служит куда дольше). Для шлифования больших плоских поверхностей применяйте круглошлифовальную машину. Работайте в хорошо проветриваемом помещении и обязательно надевайте пылезащитную маску.

Естественная отделка древесины
Первоначально термин «естественная отделка» означал, что дерево шлифовали и оставляли в натуральном виде, теперь это понятие включает еще и обработку маслом или воском. Датское или тиковое масло наносят тонким слоем безворсовой хлопковой тканью или кистью.

Дают высохнуть и обрабатывают самой тонкой шкуркой, чтобы удалить «гребни» (грубую текстуру из приподнявшихся древесных волокон, которая возникает при впитывании первого слоя покрытия), затем наносят второй тонкий слой. Если вы хотите сделать поверхность менее жесткой, натрите ее восковой мастикой.
При отделке изделий, которые будут контактировать с пищей, вместо тикового или датского масла используйте растительное, например оливковое. Втирают его тканью.
У вас есть выбор между масляной краской на основе уайт-спирита и водорастворимой акриловой краской. Оба вида краски наносят кистью. Визуальное различие между поверхностями, выкрашенными той или иной краской, очень невелико, однако после работы с масляной краской кисти следует вымыть уайт-спиритом, а после акриловой краски - проточной водой.

Пары масляной краски могут вызывать головокружение и тошноту, а акриловой краски - сухость в горле. Независимо от типа используемой вами краски надевайте респиратор и, по возможности, работайте на открытом воздухе.
Особые виды отделки древесины
Работая с американским дубом, можно получить интересную текстуру, если обработать древесину проволочной щеткой. Такая текстура приятна на ощупь, а получающаяся в результате шероховатая поверхность позволит вам не беспокоиться о том, что ее повредят когти домашних животных.

Щеткой водят вдоль волокон, пока на поверхности не останется необработанных мест, после чего ее натирают маслом.

Отделка свечным пламенем помогает скрыть пороки низкокачественной древесины. На окрашенную поверхность кистью наносят масляный лак. Через некоторое время он подсыхает и становится липким, и тогда под поверхностью водят горящей свечой. Обязательно дождитесь, чтобы поверхность стала липкой (на ней должны оставаться отпечатки пальцев), и держите банку с лаком и кисть подальше от свечи. Этой работой лучше заниматься вдвоем где-нибудь подальше от мастерской. Попрактикуйтесь на обрезках, прежде чем приступать к серьезной работе.
Приспособления для ручного фрезера
Кондуктор для изготовления пазов и шипов
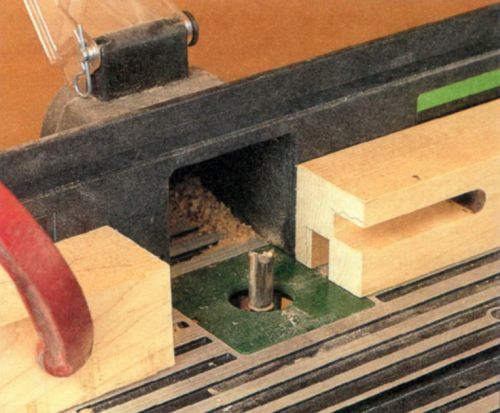
С помощью ручного фрезера можно изготовить идеальные пазы и шипы в соединении сторон коробок и шкатулок. Для этого мы рекомендуем сделать несложное приспособление для фрезерного стола.

Преимущество использования фрезерного стола в том, что прямая фреза делает идеальные шип (паз) с гладкими сторонами и плоским дном (в отличие от пилы циркулярки) и еще, фреза имеет один размер, что уменьшает количество настроек высоты и ширины шипа (паза). Все, что нужно, чтобы на фрезерном столе изготовить шиповые соединения, это простой кондуктор, который показан на фото ниже, и шаг за шагом выполнить наши рекомендации описанные в этой статье.
Кондуктор
Кондуктор состоит из трех частей, основания подвижных салазок, основного и регулируемого упоров.

ПОДВИЖНЫЕ САЛАЗКИ. Салазки имеют основание из оргалита или плотных пород дерева, толщиной 1/4?, как видно из фото выше. Жестко закрепленный неподвижный упор с двумя равномерно расположенными слотами и регулируемый упор, позволяющий изменять размер между фрезой и направляющей.
НАПРАВЛЯЮЩАЯ. Размер направляющей равен размеру фрезы, которой будут изготовлены шипы (пазы) изделия. Например, если размер фрезы 12 мм, то и направляющая должна иметь квадрат 12 мм.
Примечание: Для каждого размера нужна своя направляющая и потому салазки имеют регулируемый упор.
СЛОТЫ. Позволяют делать небольшие корректировки при настройке приспособления. Для этого необходимо сделать два слота в основном упоре по диаметру болтов, они удерживают регулируемый упор в нужном положении.
Настройка и точная регулировка салазок производится следующим образом:
Первое, что нужно сделать в настройке приспособления, поднять немного выше салазки и отрегулировать на нужную высоту фрезу. Затем отрегулируйте упор фрезерного стола таким образом, чтобы в зазор между фрезой и направляющей помещался хвостовик фрезы (шаг 1 ). Далее, чтобы уберечь приспособление от смещения во время резки, зажмите поверочную линейку струбцинами к столу, соблюдайте параллельность между основным упором стола и поверочной линейкой (шаг 2 ). Установите на основном упоре фрезерного стола стоп-блок, ограничивающий прямолинейное движение салазок (шаг 3 ). Теперь настроим размеры шипа (паза) с помощью регулируемого упора. Установите расстояние между направляющей и фрезой. Когда сделаете настройки, проведите серию испытаний и проверьте соединения сторон коробки.
Примечание: Для изготовления идеальных соединений, толщина заготовки должна соответствовать диаметру фрезы, советы по устранению неполадок приведены на рисунках ниже.

Упор. Поместите на фрезерном столе упор таким образом, чтобы зазор между фрезой и направляющей совпадал с размером хвостовика фрезы.

Пожелание. Для обеспечения точных резов, закрепите струбцинами линейку к столу, параллельно основному упору стола.

Стоп-Блок. Расположите стоп-блок на упоре так, чтобы предотвратить проход фрезы к основному упору салазок.
УСТРАНЕНИЕ НЕПОЛАДОК ПРИ СОЕДИНЕНИИ ПАЗОВ И ШИПОВ

Хорошее Соединение. Совершенная подгонка в соединении не имеет зазоров и шипы находятся на одном уровне со сторонами.

Короткие Шипы. В данном случае слишком короткие шипы, проблема в том, что фреза на фрезерном столе установлена слишком низко.

Длинные Шипы. Шипы находятся за пределами соединения сторон, вызвано это тем, что на фрезерном столе фреза установлена слишком высоко.

Зазоры в Пазах. Зазоры в пазах вызваны тем, что направляющая расположена слишком близко к фрезе.

Маленькие Пазы. Если шипы не помещаются в пазы, то слишком далеко установлена направляющая от фрезы.

Смещение Сторон. Смещение может быть вызвано не точной установкой заготовки, направляющей или упоров.
ПОСЛЕДОВАТЕЛЬНОСТЬ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЙ

В настройке расстояния между шипами (пазами), хвостовик фрезы, удобный шаблон для начальной установки расстояния между направляющей и фрезой.

Первый и Последний. Начните с первого и последнего шипа (паза) на панели. При резке шипа (паза) следите за плотностью прилегания заготовки к направляющей и салазкам.

Направляющая и заготовка. Чтобы сделать следующий шип (паз), просто поднимите заготовку, установите уже готовый шип (паз) на направляющую и сделайте еще один проход. Повторяйте это, пока не изготовите все шипы (пазы) на изделии.

Лицевые Панели. Продолжайте изготовление шипа (паза) на противоположном конце заготовки способом описанным ранее. После того, как работа завершена, переходим к изготовлению боковых панелей.

Начало, Боковая Панель. Следующий шаг, изготовление шипа (паза) в прилегающих, боковых панелях. Разница в том, что используя лицевую (или заднюю) панель в качестве эталона вы смещаете расположение шипа (паза). Для этого, установите последний паз (шип) лицевой панели в направляющую, установите боковую панель вплотную к лицевой и сделайте первый проход.
Окончание, Боковая Панель. Сделав первый шип (паз), отложите лицевую (или заднюю) панель. Теперь изготовьте оставшиеся шипы (пазы) как вы это делали раньше. После того, как вы изготовили шипы (пазы) на одной стороне, переверните заготовку и повторите все операции описанные выше.

Дно Коробки. Если вы добавляете дно в коробку, вам нужно сделать пазы на каждой панели. После сборки коробки (шкатулки), нужно вырезать дно-пробку по размерам коробки (шкатулки) и вставить дно-пробку на место. Когда клей высохнет отшлифуйте места соединения мелкой наждачной бумагой.
Салазки для изготовления шипов
Когда вам нужно изготовление шипа на ручном фрезере с четкими прямыми плечиками и абсолютно гладкими щечками, то сделайте для фрезера простой фрезерный стол и не сложное приспособление для фрезерования шипов - салазки .

Простые направляющие салазки
Существует несколько способов, чтобы сделать шипы - фрезер, шипорезный станок, приспособления на циркулярный или даже ленточнопильный стол. Но когда нужны шипы с совершенно идеальными плечами и щеками то, как правило, сделать это можно только на фрезерном столе. Такие результаты не могут быть сопоставлены с любым другим способом изготовления. В отличии от пильного диска, только быстрое вращение фрезы может создать идеально гладкую поверхность щеки шипа и ровную линию у плечика. Поэтому, когда будет стоять выбор на каком станке сделать шип, то шип сделанный на фрезерном столе может быть лучшим выбором. Еще один плюс в том, что во многих случаях, установка и настройка оборудования фрезерного станка происходит быстрее, а иногда немного более удобна, чем настройка каретки настольной циркулярной пилы. При изготовление шипа на ручном фрезере не нужно особенное и сложное шипорезное приспособление. Установив упор, прямую фрезу на фрезерном столе и настроив ее высоту вы готовы начать изготовление шипа.
Изготовление шипа на ручном фрезере
Настройки в изготовление шипа на ручном фрезере не требуют больших затрат времени.
Первый шаг настройки, установить фрезу и высоту ее погружения в заготовке. Большой диаметр фрезы сделает работу быстрее, но когда большая глубина погружения, лучше работает фреза с меньшим диаметром. В основном, в работе используются фрезы двух диаметров: 25 мм и 12 мм.

Форма фрезы, которой изготавливаются шипы показана на фото, такая фреза создает идеальные шипы.
Второй шаг в изготовление шипа на ручном фрезере настройка фрезерного стола, установить упор на расстоянии равному длине шипа. Упор должен обеспечить гладкую поверхность шипу и ровный край вдоль всего плечика. Упор совместно с устройством погружения фрезы на фрезере работает хорошо.
Третий шаг , нужен эффективный способ, чтобы удерживать заготовки плотно прижимая ее к упору. Вместо того, чтобы использовать торцовочное приспособление, предлагаю использовать простые направляющие салазки , которые скользят вдоль упора (показано на фото).

Такое приспособление для фрезерования дает гораздо больший контроль и гарантирует, что детали всегда будут иметь квадрат сторон по отношению к упору.

Фрезерование шипов начинается с предварительной регулировки высоты и положения упора. Высота фрезы устанавливается немного ниже меток будущего шипа и упор так же установлен не на всю длину шипа. Не пытайтесь попасть на основные параметры с первой попытки. Идея состоит в том, что необходимо оставить некоторое пространство, которое потом поможет подобраться к окончательным настройкам.

После того, как завершено фрезерование по первоначальным настройкам, следующий шаг сосредоточен на настройке конечной высоты фрезы. Подняв фрезу, сделайте фрезерование на кончиках шипа с двух сторон. Проверьте посадку шипа в паз, а затем настройте нужную высоту фрезы. Поскольку вы удаляете древесину с двух сторон шипа, делайте повторную проверку посадки шипа с повторной регулировкой высоты фрезы. Когда окончательная высота и толщина шипа определены, можно начать удаление древесины в направлении к линии плеча. Лучший способ, чтобы изготовление шипа на ручном фрезере было идеальным, делать работу за несколько легких проходов. Затем переверните заготовку и повторите процесс на противоположной щеке. Когда делаете сокращения, держите заготовку плотно прижимая ее к столу и к салазкам. Плотно зажатая заготовка поможет получить идеально гладкий шип и избежать перекосов.

Фрезерование точной длины шипа заканчивается изготовлением ровной линии у плечика, а для этого нужна тонкая настройка упора. Такая регулировка гарантирует, что окончательное фрезерование плечика будет сделано на всех частях шипа очень легко и просто. Первоначальная настройка упора, как правило, оставляет небольшой запас древесины до основной метки. И, как с регулировкой высоты фрезы, чтобы подойти к основной метке плечика, необходимо сделать точную регулировку упора и проверять посадку шипа после каждого сокращения.
Замедленная подача даст возможность избежать перекос на задней кромке. Но медленная скорость подачи может привести к жжению древесины в плечике. Хорошая практика делать два прохода на заключительной стадии изготовление шипа на ручном фрезере - один для удаления оставшихся остатков и второй, быстрый чистовой. Для фрезерования шипа на коротких сторонах заготовки следуйте той же процедуре, что и фрезерование щек, работайте от края шипа к плечику. Используйте легкое давление на заготовку и к упору для окончательного реза плеча.
Приспособление для изготовления шипов
Шипы, это самая важная часть соединения. Шипы создаются путем удаления древесины на одном или двух краях рейки. В большинстве случаев, соединение шип в паз, это одно из лучших соединений. Ниже показана последовательность изготовления шипов на фрезере. Нужно отметить, что в таком соединении вначале изготавливается шип, а исходя из размеров готового шипа изготавливается паз и потом подгоняется паз под шип. Первое, куда следует направить действия, изготовление реек с точной конечной толщиной и шириной, рассчитывается общая длина реек, выполните торцевание реек на одинаковую длину, убедитесь, что края точны и имеют угол 90°. Рассмотрите направление волокон на рейке, красиво смотрятся непрерывно направленные вокруг рамки волокна. Чтобы это сделать, последовательно отрезайте заготовки и отмечайте каждую часть в последовательном порядке.
Настройка приспособления для изготовления шипов
Закрепите вспомогательное основание с установленным на нем фрезером, положении фрезы относительно фрезерного стола горизонтально и затяните обе крепежные гайки горизонтального основания.
Отрегулируйте высоту фрезы используя основание с фрезером. Ослабьте фиксаторы и слегка поднимайте основание до тех пор, пока фреза не станет выше стола, зафиксируйте основание.
Установите длину шипа. За регулировку длины шипа отвечает устройство погружения или глубины реза фрезой на фрезерном станке, погружайте фрезу до тех пор, пока она не коснется плечика шипа. Закрепите положение фрезы на фрезере. (См. фото).
Так, как вы удаляете древесину на каждой из четырех сторон рейки, основой формирования точного шипа есть размеры на краях рейки, только размеры наиболее приближенные к нужным дадут хороший результат. Любая ошибка в настройке высоты фрезы умножается в два раза. Если вы установили фрезу чуть-чуть выше, ваши шипы будут слишком тонкими , если ниже - толстые . Лучший способ, попасть на нужную высоту, последовательное фрезерование и перенастройки высоты фрезы по каждом шипу.

Длина фрезы равна длине шипа. Используйте шаблон, чтобы установить глубину и длину реза шипа фрезой.

Регулировка высоты. Установив шаблон, отрегулируйте высоту фрезы, которая равна высоте плеча шипа.

Первое плечо. Держите тонкий край рейки вертикально и толкайте салазки, чтобы профрезеровать первое плечо.

Второе плечо. Поверните рейку на 90° и профрезеруйте лицевую сторону.

Третье и четвертое плечо. После фрезерования второго плеча, выполните полное фрезерование шипа на остальных двух сторонах заготовки.

Шип опустился ниже. Нижнее плечо шипа отрезано значительно больше, а верхнее мало, в результате заготовка оказалась ниже края ноги.

Шип оказался выше. Нижнее плечо подрезано слишком мало, а верхнее очень много, в результате заготовка выше ноги.

Все резы выполнены правильно. Плечи профрезерованные на одном уровне и соприкасаются с ногой в одной плоскости.
Тестируем изготовленные шипы, проверяем подгонку.
Важно, чтобы шип плотно входил в паз. Хорошо сделанные шипы скользят плавно и входят в паз без забивания, не выкручивают рейку в разные направления. Когда шип вставлен полностью, осмотрите соединение и убедитесь, что добились идеальной подгонки. Подталкивая шип вниз, вверх и в разные стороны в пазу, опять убедитесь, что он не двигается и плотно сидит.
Второй важный вопрос в подгонке, заключается в плотной подгонке плечиков шипа к ноге. По сути, плечики могут быть отрезаны не ровно, слишком глубоко или недорезанные. В любом случае последним шагом является всегда тестовая посадка шипа в паз и подгонка соединения стамеской.
Убедитесь в том, что длина шипа соответствует глубине паза. Шип не должен быть длиннее паза. На самом деле, в идеале, он может быть несколько короче, оставляя место для излишков клея при сборке (См. фото).

Хорошо подогнанные шипы должны сидеть хорошо и плотно, клей служит смазкой во время сборки, но не наполнителем для щелей.


Изготовленные шипы имеют квадратные края, их округляют стамеской так, чтобы края шипа были овальными и входили в паз плотно.

Карты регулируют высоту. Используйте игральные карты, они помогут регулировать высоту фрезерования шипа.
Изготавливая шипы на фрезере есть пять ситуаций, с которыми вы вероятно столкнетесь. Выполняя настройки фрезера исходите из настроек, в зависимости от конкретной ситуации.
Если шипы слишком тонкие , значит очень высоко поднято основание фрезера над столом. Не делайте перенастройки и изготовьте шип, паз под такой шип будет индивидуальным. Затем ослабьте фиксирующие ручки и уменьшите немного высоту, очень немного.
Если шипы слишком толстые , значит глубина погружения фрезы слишком мала. Измерьте толщину шипа и паза штангельциркулем. От толщины шипа отнимите толщину паза, разделите результат на 10 и округлите до целого числа. Высчитайте количество игральных карт представляющих это число, плюс еще одна карта. Ослабьте фиксирующую ручку и расположите карты под струбциной, как показано на фото выше. Затяните ручку.
Если край заготовки ниже, чем край ноги , внимательно осмотрите в сухом собранном виде шип и определите, какую сторону нужно приподнять или понизить фрезерованием. Другой вариант - уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается верх шипа.
Если край заготовки выше, чем край ноги , внимательно осмотрите в сухом собранном виде шип и определите, какую сторону нужно приподнять или понизить фрезерованием. Другой вариант - уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается низ шипа.
Если шип слишком длинный , не регулируйте длину шипа на станке и не надо настраивать глубину фрезы для фрезерования, поскольку эти действия изменят размеры между ножками. Другой вариант - уменьшить длину шипа можно аккуратно ленточной пилой, стамеской или ножовкой.
Приспособление для изготовления соединений в прямой шип и ласточкин хвост
Шипорезные приспособления используются для фрезерования профиля шиповых соединений. При изготовлении последних требуется большая точность, обеспечить которую вручную практически невозможно. Шипорезные приспособления позволяют быстро и легко выполнить профиль даже таких сложных соединений, как "ласточкин хвост".

Шиповые соединения
На рисунке ниже представлен промышленный образец шипорезного устройства для изготовления трех видов соединений - "ласточкин хвост" (глухой и сквозной вариант) и сквозное соединение прямым шипом. Две сопрягаемые детали устанавливаются в приспособление с определенным сдвигом друг по отношению к другу, контролируемым штифтами 1 и 2 , затем производится их обработка. Точная траектория фрезы задается формой паза в шаблоне и копировальным кольцом фрезера, которое скользит по кромке шаблона, повторяя его форму.

Приспособление для фрезерования шипов

Фрезерование шипов

Фрезерование шипов

Фрезерование шипов
Приспособление для изготовления вставных шипов

Столярные шипы и пазы основа соединений. Если вы заинтересованы найти альтернативу такому соединению, можно рассмотреть соединение вставной шип, которое использует несколько другой подход к изготовлению. Вот как это сделать. Традиционный способ с врезным шипом и пазом можно заменить таким способом, как вставной шип. Суть состоит в том, что вместо паза в одной части и сопрягаемого шипа в другой части, есть пазы в двух частях, а вставной шип представляет собой соответственно отдельно обработанный брусок древесины (см. фото).

Такое различие в соединении дает несколько преимуществ. С одной стороны, этот метод упрощает работу с деталями в части размеров. Кроме того, такое соединение всегда будет более точным. Традиционный врезной шип требует в изготовлении отдельные операции и различные приспособления. Предложенный способ соединения предлагает сделать все пазы и вставной шип используя одинаковые настройки. Вместо того, чтобы делать все пазы в сверлильном станке и потом чистить их стамеской, будет использован фрезерный станок управляемый с помощью не сложного приспособления.
Разметка реек под вставной шип
Для обеспечения точного размещенные спаренных пазов в рейках самый важный шаг, найти среднюю линию ширины в поперечной и продольной рейках. Найти такую линию на каждой рейке можно с помощью металлической линейки и отметить ее карандашом (шаг 1).
Затем нужно перенесите осевые линии на каждое спаренное соединение. Наконец, перенести их на торцы реек (шаг 2).
Позже эта осевая будет выравниваться с центральной линией на приспособлении фрезерного станка для обеспечения его точной посадки, чтобы получить идентичные пазы (шаг 3).

Для обеспечения точного совпадения пазов в деталях, самый важный шаг найти осевую линию ширины рейки. Это легко сделать на продольной рейке с помощью металлической линейки.


Наконец, переносим осевую линию на края соединяемых линий. Эти линии будут использованы для расположения приспособления с фрезером.
Изготовление пазов используя вставной шип
Теперь в местах расположения пазов, фрезер выполнит работу по созданию пазов под вставной шип. Но для этого нужно изготовить устойчивое основание, чтобы уберечь фрезер от опрокидывания и для направления фрезы во время резания с отверстием в центре. Это Т-образное приспособление и выполняет обе эти цели. Такое приспособление довольно просто изготовить. Оно имеет основание с отверстием в центре для фрезы и копировальной втулки, плюс прижимной блок, который используется для крепления приспособления на заготовку. Ключевой фактор в приспособлении для изготовления вставных шипов, правильный размер отверстия в основании. Вы должны учитывать не только размер фрезы, которую используете, но также размер направляющей втулки, которая ходит по кругу отверстия. Рисунок ниже показывает, как определить размеры окна исходя из размеров применяемой втулки. Кроме того, есть еще условие, прижимной блок располагается так, чтобы центр отверстия совпадал с центром на каждой части детали. Напоследок отметьте центральную линию в отверстии приспособления, которая легко поможет выровнять деталь с приспособлением перед фрезерованием паза.

После того, как приспособление для изготовления вставных шипов собрано, фрезерование пазов оказывается довольно простой задачей. После совмещения осевых линей, зафиксируйте приспособление на детали (шаг 4).
Погружая фрезу все глубже изготовьте паз. После изготовления паза, можно повторить процесс изготовления на других деталях изделия (шаг 6).

Во-первых, совместите центральную метку в отверстии основания с осевой линией на продольной рейке. Затем плотно струбциной прижмите приспособление к рейке.

Фрезерный станок, оснащенный спиральной фрезой и направляющей втулкой, поможет изготовить паз, делая серии проходов с не глубокими погружениями фрезы.

Идентичные действия выполняются и на краях торцевых реек по фрезерованию паза. Совместите метки, как и прежде и зажмите приспособление с рейкой. После этого выполните фрезерование паза на полную глубину.
Как изготовить вставной шип
После того, как все пазы готовы можно обратить внимание на изготовление шипов. Нужно подготовить деревянные рейки по размеру пазов. Их создание требует выполнить несколько шагов, которые сейчас и рассмотрим. Самый важный из аспектов шипа, его толщина, которая соответствует ширине паза.

Перед каждой резкой или струганием шипа проверяйте его посадку в паз. Таким образом можно получить хорошее соединение. После того, как вы достигнете желаемой толщины шипа, следующий шаг, подгонка ширины шипа. Не нужно делать очень плотное соединение. Есть несколько причин для этого. Во-первых, это дает вам для клея некоторое дополнительное пространство в соединении. Кроме того, это дает возможность настроить соединение для идеального выравнивания, когда вы собираете окончательно изделие. Создание пазов фрезерным станком, безусловно удаляет работу стамески в изготовлении паза. Но фреза в пазу создает овальные края.

Формируя вставной шип необходимо сделать овалы по краям шипа, чтобы он свободно входил в паз. Это достигается с овальной фрезой на фрезерном столе. Выполнив фрезерование четырех сторон шипа проверьте его посадку в паз, при необходимости сделайте необходимые корректировки. Теперь все, что осталось, это порезать шипы по длине торцовочной пилой.
Вставной шип конечно немного отличается от врезного шипа, но он имеет и много достоинств, в частности в проектах с большим количеством пазов устраняет ряд операций связанных с подгонкой стыков.
Приспособление для изготовления круглых шипов
Круглые шипы обычно изготавливают на токарном станке. Но если у вас нет токарного станка... На фото показано несложное приспособление для изготовления круглых шипов с помощью ручного фрезера.

Его не сложно изготовить из П-образной заготовки, которая крепится к торцовочному приспособлению. П-образное приспособление состоит из тыльной части и двух опорных блоков. Опорные блоки имеют большие отверстия, просверленные в них, которые помогают обработать деталь на прямой фрезе. Приспособление лучше работает, если отверстия имеют размер около 1/32 дюйма.

Настройка приспособления
Чтобы настроить устройство, вставьте в отверстия в опорных блоках заготовку. Далее, определите длину шипа и установите упор за фрезой (рис. B).
Изготовление круглого шипа
Как использовать приспособление для изготовления шипа смотрите подробно на рис. A. Немного приподнимайте над фрезой заготовку и делайте небольшие круговые движения заготовкой для формирования шипа. Затем вращая, заготовку против часовой стрелки и перемещайте ее вперед и назад до полного формирования шипа. Поднимите немного фрезу и повторите процесс, пока не получите шип нужного диаметра.
Приспособление для изготовления шипов на длинномерных заготовках

В большинстве случаев изготовление шипов происходит на фрезерном столе. Но бывают случаи, когда это не самый лучший вариант. Трудно сформировать шип на фрезерном или циркулярном столе, когда длина заготовки может составлять 1,5-3,0 м. Это потому, что для точного реза тяжело удержать в нужном положении длинную заготовку и все попытки, как правило, заканчиваются неудачей. Так что, когда вам нужно вырезать шип на длинномерной заготовке, вам поможет приспособление показанное на фото выше.
ИЗГОТОВЛЕНИЕ ПРИСПОСОБЛЕНИЯ
Это простой упор изготовленный из фанеры. Кондуктор собирается отдельно под каждую обрабатываемую деталь, чтобы сделать фрезерование шипа более точным.
Определение размеров приспособления. Есть моменты на которые нужно обратить внимание в изготовлении приспособления. Ключевой фактор - длина шипа, на этом приспособлении она определяется расстоянием между стоп-блоком и упором.

Упор. Измерьте расстояние от внешнего края фрезы к краю основания фрезера, затем добавьте длину шипа. Это и будет заплечик шипа.

ИСПОЛЬЗОВАНИЕ ПРИСПОСОБЛЕНИЯ
После того, как приспособление готово, изготовление шипа не вызывает сложностей. Закрепите приспособление в месте расположения шипа, как показано на фото ниже. Установите фрезер и прежде чем начать фрезерование проверьте размеры будущего шипа. Лучшие результаты дает спиральная фреза, она режет чистые плечики на шипу без сколов.
При изготовлении самодельной деревянной мебели мастер сталкивается с необходимостью делать качественные шиповые соединения. Шиповое соединение деталей — самое качественное и надежное. И хотя в последнее время все больше и больше мебели делается и собирается при помощи металлических уголков, шип не сдает свои позиции. Просто сделать качественные шипы могут не многие. Если человек может их делать, можно сказать, что как столяр он уже состоялся.
В промышленности шипы, как говорят, «зарезают» на специальном точном оборудовании. В домашних условиях оно, понятно, недоступно. Поэтому многие мастера, изготавливающие простую садовую и дачную мебель, жертвуют качеством в пользу простоты. Напомню также, что шипы зарезаются в подавляющем большинстве случае только вдоль волокон древесины. Если шип будет сделан узким и поперек волокон, он обязательно сколется. Что бы он не скололся, ширина шипа должна быть не менее 15-20 толщин детали. Это требование не относится к фанере. В фанере можно зарезать шипы любой ширины, но желательно, что бы внешние слои были так же ориентированы вдоль шипа.
Между тем, давно существует достаточно простой способ, позволяющий быстро и качественно делать шиповые соединения деревянных деталей даже начинающему столяру. Способ этот предложен Ю.А.Егоровым. Суть способа достаточно проста и понятна.
Допустим, нам надо сделать шиповое соединение двух деталей. Для удобства на рисунках я их окрасил в разные цвета.
Предпосылкой для качественного изготовления шипового соединения является тот факт, что у каждой пилы есть определенная ширина реза. Она определяется величиной разводки зубьев. Ее можно измерить сделав несколько пропилов в какой либо деревяшке. А можно непосредственно использовать пилу для проведения измерений при изготовлении шипов.
На каждой детали наносим риску на глубину пропила она равна толщине деталей. Если детали одинаковые по толщине, то и глубина пропила в каждой детали будет одинаковой. Если детали имеют разную толщину, то и глубины пропилов будут разные. В тонкой детали пропилы глубже (равны толщине толстой детали), в толстой — мельче.
Детали складывают пластями друг к другу так, что бы торцы совпадали, а относительно друг друга по боковым граням их сдвигают на ширину пропила пилы, которой мы будем делать шипы. (Не толщины полотна пилы, а ширина пропила!). Детали закрепляем в тисках или верстаке и делаем произвольные пропилы равномерно по всей ширине деталей. Если детали разнотолстые, делаем пропилы на глубину равную толщине тонкой детали. (В тонкой детали потом допилим отдельно). Пропилы стараемся делать максимально вдоль оси детали, не допуская конусности шипов.

После это освобождаем детали и вновь смещаем их относительно друг друга на ширину пропила, но только уже в другую сторону. Кстати, если мы сейчас произведем сдвиг на величину чуть-чуть меньшую, чем ширина пропила, то мы получим впоследствии тугое шиповое соединение, что важно для мебели. А если сместим детали чуть больше, чем ширина пропила, то получим свободное шиповое соединение. Шипы деталей будут свободно входить в пазы другой детали. Это обстоятельство важно при изготовлении разъемных соединений (на шпильке) или поворотных соединений.
Не обращая внимания на старые пропилы, делаем новые, примерно по середине уже имеющихся шипов. Так же соблюдаем при этом и глубину пропилов и особенно тщательно их продольность.

После этого детали освобождаем, доводим глубину пропилов до необходимой величины (у тонкой детали, если детали разнотолстые). Долотом аккуратно удаляем лишние шипы (смотрите внимательнее и не удалите нужные!), зачищаем торцы в пазах.
После этого детали можно сединять.
Неразьемные соединения выполняют, как правило на клею. Для деревянных деталей прекрасно подойдут столярный клей или клей ПВА. Они сохранят надежность соединения даже в случае намокания деталей или увеличения влажности древесины. Если детали будут эксплуатироваться в сухом помещении, можно использовать и эпоксидные смолы (клеи).
После застывания клея место соединения зачищают, шлифуют и обрабатывают тем же способом, что и все изделие.

В случае, если соединение планируется разъемным или поворачивающимся, (например, вы делаете жалюзи или дверь-гармошку из досок или щитов), то прежде чем приступить к сборке, надо скруглить торцы шипов, что бы их углы не упирались в пазы при повороте. В неповоротных, но разъемных соединениях этого делать, разумеется, не надо.
Соединив детали, все шипы одновременно просверливают длинным тонким сверлом. Диаметр его должен быть равен диаметру шпильки (гвоздя), который вы будете использовать в качестве оси или крепления.
Используя этот способ изготовления шипового соединения, вы сможете быстро, легко и главное, весьма качественно изготавливать шипы на деталях вашей садовой мебели.